ellenállás-hegesztés
(ellenállás-ponthegesztés, ellenállás-vonalhegesztés, átlapolt vonalhegesztés, tompavarratos vonalhegesztés)
Ellenállás-hegesztés olyan hegesztési
eljárás, ahol a kohéziós kötés hő- és
erőhatás együttes alkalmazásával jön létre.
A kötés létesítéséhez szükséges hőt a munkadarabon átvezetett, illetve indukált
áramnak az átmeneti ellenálláson, valamint a munkadarabban fejlődött hője adja.
Az ellenállás-hegesztésnek többféle változata létezik. Néhány jellemző
eljárás elve látható az alábbi ábrákon.
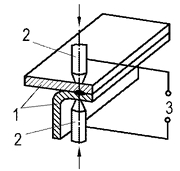 Az ellenállás-ponthegesztés
olyan ellenállás-hegesztési eljárás, amelynek során a pontszerű hegesztési
varrat a munkadarabban ponthegesztő elektródák
között jön létre, és a hegesztési varrat
közelítőleg olyan területű, mint az elektródák
csúcsai.
Az ellenállás-ponthegesztés
olyan ellenállás-hegesztési eljárás, amelynek során a pontszerű hegesztési
varrat a munkadarabban ponthegesztő elektródák
között jön létre, és a hegesztési varrat
közelítőleg olyan területű, mint az elektródák
csúcsai.
Az eljárás során az elektródákra külső
erőhatást fejtenek ki.
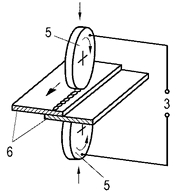 Az ellenállás-vonalhegesztés
és az átlapolt vonalhegesztés olyan ellenállás-hegesztési eljárás,
amelynek során az erőhatást folyamatosan,
a hegesztőáramot pedig folyamatosan vagy szakaszosan működtetik a vonalszerű
hegesztési varrat létrehozásához, és
a munkadarab vagy két tárcsaelektróda
között helyezkedik el, vagy egy tárcsaelektróda
és egy rúdelektróda között.
Az ellenállás-vonalhegesztés
és az átlapolt vonalhegesztés olyan ellenállás-hegesztési eljárás,
amelynek során az erőhatást folyamatosan,
a hegesztőáramot pedig folyamatosan vagy szakaszosan működtetik a vonalszerű
hegesztési varrat létrehozásához, és
a munkadarab vagy két tárcsaelektróda
között helyezkedik el, vagy egy tárcsaelektróda
és egy rúdelektróda között.
Az erőhatás és a hegesztőáram az eljárás
során folyamatosan elforduló és a hegesztési
varratot létrehozó tárcsaelektródák
és a munkadarab elmozdulása által érvényesül.
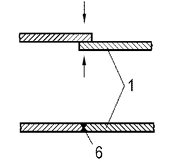 A tompavarratos
vonalhegesztés olyan ellenállás-vonalhegesztési eljárás, amelynek
során két, hasonló vastagságú elem között szabályozott keskeny átlapolással
vonalszerű hegesztési varrat keletkezik.
A tompavarratos
vonalhegesztés olyan ellenállás-vonalhegesztési eljárás, amelynek
során két, hasonló vastagságú elem között szabályozott keskeny átlapolással
vonalszerű hegesztési varrat keletkezik.
A sík felületű tárcsaelektródák olyan
hegesztett kötést hoznak létre, amelynek
vastagsága közelítőleg azonos az egyik elem vastagságával.
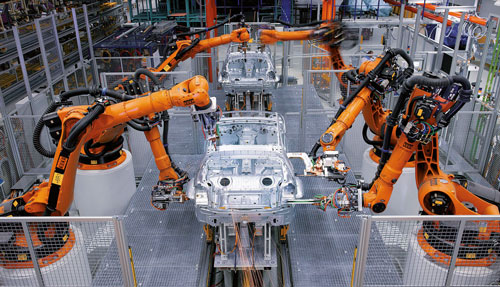
Ponthegesztés a gyakorlatban, ponthegesztő robotok egy autógyárban.
Felhasznált irodalom